有个经典的固液悬浮实验,目标是测出搅拌釜里固体颗粒”刚好全部悬浮”时的最低转速,简称 Njs?临界悬浮转速 NjsJust-suspended speed,固液搅拌中最重要的设计参数之一——刚好能让所有固体颗粒从釜底浮起、不再静止的最低转速。低于这个值,颗粒沉底堆积,有效反应界面急剧减小;高于这个值,继续加转速只是浪费功率。准确测出 Njs 是设计固液体系的第一步。。方法看起来简单:把釜底做成透明的,操作员趴在下方盯着看,等到”没有颗粒在底部静止超过 1 到 2 秒”时,记下转速就好。
但换一个人来测,同一台设备、同一批物料、同一套判据,结果可以差出 10% 甚至更多。不是粗心,而是”颗粒静止超过几秒”本来就需要主观判断——眼睛不由自主地漂移,视线很难始终覆盖釜底的每一个角落。书里的解决方案是:整套测量由同一个人完成;如果实在换人,必须做交叉比对训练;每次要缓慢逐步加速,给足时间等待体系达到稳态——快速升速是最常见的误差来源之一。
这个细节出现在《Handbook of Industrial Mixing》第四章的开篇不久——而这一章的核心主题,正是告诉你:混合实验里几乎每一种测量技术,都有你容易忽略的隐患。
在开始实验之前:实验室 vs. 现场
书里的第一个建议,是在任何实验开始之前,先想清楚自己究竟在测什么。混合实验从环境上可以分成两大类:实验室测量和工厂现场测量,这两者在精度、灵活性和限制条件上几乎是镜像对立的。
实验室里,透明釜体是标配,可以随时修改配置,使用高精度仪器,换流体成本低;工厂现场则恰恰相反——釜体不透明,设备无法随意更改,生产不能停,测量仪器必须足够皮实,换来的代价是精度大幅下降。书中的建议是:一切研究性工作都应在实验室尺度完成,工厂现场测量只用来验证实验室结论,或诊断已经出现的工程问题,而不是用来替代前者。
还有一个常被忽略的关键:模拟流体的流变性必须在实验尺度下匹配工厂尺度,而不是简单地复刻工厂流体的黏度。对于非牛顿流体,缩小尺度后剪切速率的分布会发生变化,原来的”正确”流变参数在小釜里会给出错误的动力学。
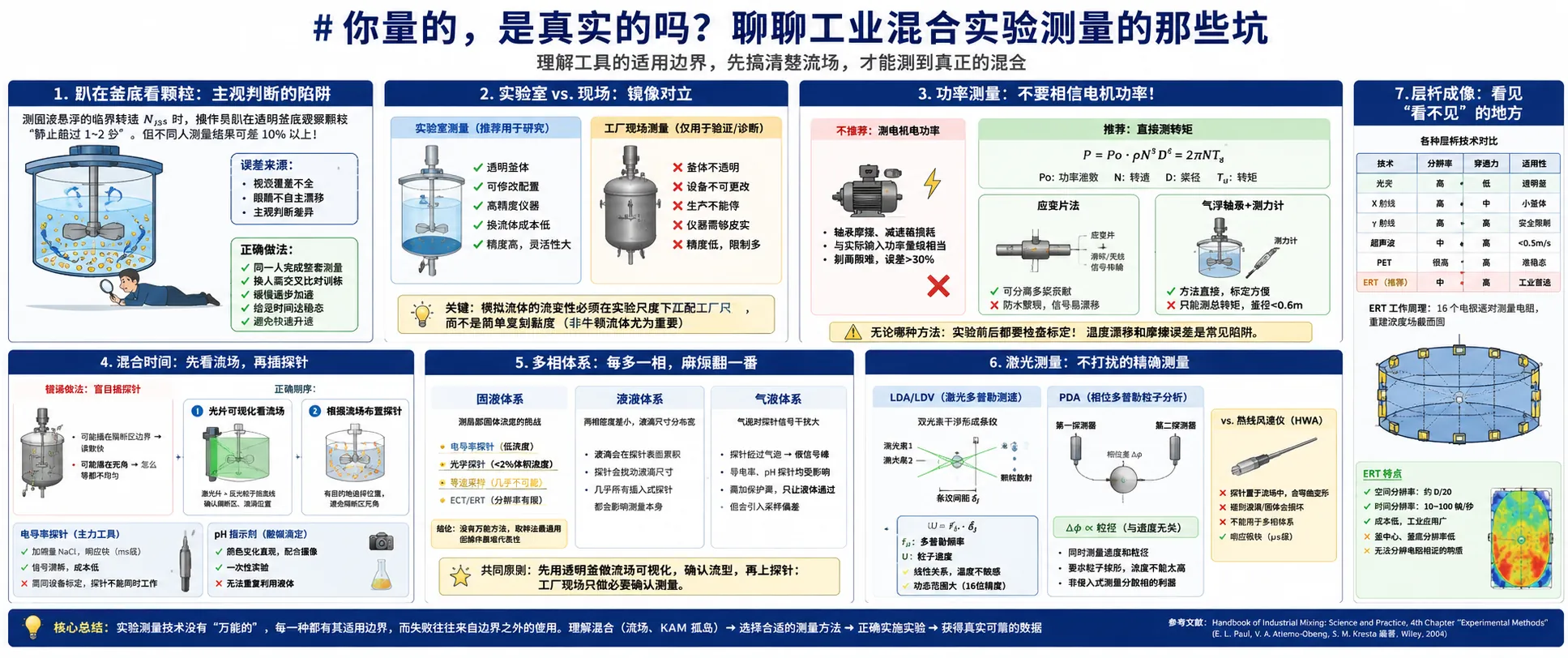
功率的测量:最基础的一步,也最容易出错
在搅拌体系里,最核心的单一物理量是桨叶的输入功率 P,因为几乎所有放大准则都以此为基础:
P = Po · ρ · N³ · D⁵ = 2π · N · Tq
其中 Po 是功率准数?功率准数(Power Number,Po)描述桨叶几何形状对功率贡献的无量纲参数,类似于流体力学里的阻力系数。同一桨型在湍流条件下 Po 基本为常数(Rushton 桨约 5);层流下 Po 随雷诺数变化。工程设计时,Po 从文献或供应商数据表中查取,再乘以 ρN³D⁵ 即得到实际输入功率。,N 是转速,D 是桨径,Tq 是转矩。
实际测量里,最直觉的方法——测电机电功率——恰恰是书里明确不推荐的方法。原因是:在小尺度实验中,轴承摩擦、减速箱损耗往往和实际输入流体的功率量级相当,把这些”寄生损耗”从电功率里剥离出来极其困难,误差往往超过 30%。书里甚至用了相当直白的措辞批评那些带数字扭矩显示的小型台式搅拌仪:“总体上极不可靠,绝对不适用于任何科学研究”。
可靠的方法是在轴上直接测转矩,常见方案有两种:
应变片法?应变片法(Strain Gauge Method)在桨轴上粘贴金属应变片,轴受扭时应变片电阻发生微小变化,通过滑环或无线遥测把信号传出来。优点是可以在多桨系统里精确分离每一层桨的贡献;缺点是防水处理繁琐——一旦密封被破坏,信号会因漏电立刻漂移,而且液体本身的导电性也会干扰信号。在桨轴上粘贴应变片,通过滑环或无线遥测把信号传出来。优点是可以在多桨系统里精确分离每一层桨的贡献;缺点是防水处理繁琐,一旦密封被破坏信号立刻漂移。
气浮轴承法?气浮轴承+测力计法给整个驱动电机或整个釜体加气浮支撑——使其能绕自身轴线自由转动——然后用测力计测量反力矩。方法直接、标定方便,没有电气密封的麻烦。局限:只能测系统总转矩,无法分离各层桨叶的贡献;且气浮支撑结构较大,只适用于直径约 0.6 m 以下的小釜。给整个驱动电机或釜体加气浮支撑,用测力计量反力矩。方法直接、标定方便,但只能测总转矩,且仅适用于直径 0.6 m 以下的小釜。
无论哪种方法,书里反复强调:实验前后都要检查标定,温度漂移和摩擦误差是最常见的陷阱。
混合时间:先看流场,再插探针
测单相混合时间?混合时间(Mixing Time,θm)从加入示踪剂到釜内浓度达到最终均匀值某一比例(通常取 95% 或 99%)所需的时间。是衡量搅拌设备混合效率最常用的单一指标,但也是最容易被误测的——因为它强烈依赖于探针位置:插在流场活跃区和死区测出的值可以相差十倍。,听起来很直接——往釜里加示踪剂,插几个浓度探针,看达到均匀所需的时间。但书里用了不小的篇幅告诉你:如果你没先做流场可视化就去插探针,你测出来的数字可能和实际混合时间毫无关系。
原因在于多桨系统里几乎必然存在”隔断区”——某些区域之间的物料交换极其缓慢。如果你把探针恰好插在两个隔断区的流通路径上,20 分钟就能读到终点;如果插在隔断区的死角里,几个小时也无法达到均匀。
因此,正确的顺序是:先用光片可视化?光片可视化(Light Sheet Visualization)把激光束扩展成薄片打进透明釜,流体中悬浮的微小反光粒子在激光片所在截面上被照亮,用相机拍摄即可看到该截面上的流线、漩涡和隔断区边界。成本低、直观,是研究流场结构的首选定性工具——有了这张”流场地图”,才能有目的地布置测量探针。做定性流场判断,确认流场是否存在分隔区域、漩涡中心在哪里;再根据流场结构,有目的地布置探针位置。
电导率探针?电导率探针(Conductivity Probe)混合时间测量的主力工具。向液体中加入微量氯化钠作为示踪剂,盐水包随流场扩散,探针实时测量局部电导率的变化。响应速度快(毫秒级),信号清晰,成本低。注意:多支探针不能同时工作,否则相互串扰——必须分时使用,或用不同频率的交流激励加带通滤波来隔离信号。是混合时间测量的主力工具,在液体里加入微量氯化钠,盐水包随流场扩散,探针响应时间毫秒级。pH 指示剂则是另一种可视化手段,颜色变化记录”何时何处”达到浓度阈值,配合数字摄像非常直观,代价是无法重复利用同一批次液体。
固液、液液、气液:每多加一相,麻烦就翻一番
当体系里有第二相,测量的复杂程度会急剧上升。书里分别讨论了三种多相体系,几乎每一种都自带一套独有的陷阱:
固液体系的核心挑战是如何在不干扰局部流场的前提下,测出局部固体浓度。书里列出了四种方法:电导率探针(适用于低浓度,需无电解质环境)、光学探针(Beer-Lambert 定律,仅限约 2% 以下体积浓度,且对粒径分布极敏感)、等速采样?等速采样(Isokinetic Sampling)在湍流流场中,采样探针的抽取流速必须与流场局部流速相同,才不会因抽吸效应扰乱颗粒分布——速度太低,重颗粒会被过度采入;速度太高,轻颗粒会被排斥。但在三维湍流流场里,流速方向和大小随时在变,“真正等速”几乎不可能实现,这是该方法的根本局限。(三维湍流流场里几乎不可能真正等速)、以及 ERT 电阻层析成像。书里的结论是:没有哪一种方法在所有条件下都可靠,取样法是最通用的,但操作最难做到代表性。
液液体系的难点是:两相密度差较小,液滴大小分布很宽,且液滴会在探针表面积累或破裂——几乎所有插入式探针都会扰动液滴尺寸测量本身。
气液体系则要面对气泡对探针信号的物理干扰:所有导电率探针、pH 探针在气泡经过时都会产生假信号峰。解决方案是在探针头上加保护罩,只让液相通过,但这又引入了采样偏差。
三相体系唯一共同的定性原则是:先用透明釜在实验室尺度做流场可视化,确认流型,再上探针;工厂现场只做必要的确认测量。
激光,让测量变得”不打扰”
第四章技术含量最高的部分:光学诊断技术,尤其是激光多普勒测速(LDA)?激光多普勒测速(LDA / LDV)Laser Doppler Anemometry。两束相干激光在焦点处相交,形成平行干涉条纹(条纹间距 δf = λ / 2sinθ)。流过的粒子散射出的光信号频率(多普勒频率 fD)直接正比于粒子速度 U = fD × δf。这个线性关系无需额外标定,对温度不敏感,动态范围达 16 位精度。测量体积仅约 100 µm,完全不接触流体——是单相流场非侵入式测量的金标准。和相位多普勒粒子分析(PDA)?相位多普勒粒子分析(PDA / PDPA)在 LDA 基础上增加第二个光探测器,通过两路散射信号之间的相位差来推算粒子(液滴或气泡)的直径——球形粒子散射光的相位差与粒径线性相关,与粒子速度无关。因此 PDA 可以同时测量液滴/气泡的速度和粒径,是目前非侵入式测量分散相最有效的单点工具之一。局限:要求粒子必须近似球形,且浓度不能太高,否则多粒子同时穿越测量体积会产生信号歧义。。
它们的核心优势是非侵入性——激光束穿过透明釜体,聚焦成一个极小的测量体积(约 100 µm 直径),测量流过那里的粒子速度,而完全不接触流体本身。相比之下,热线风速仪虽然响应速度极快(微秒级),但探针头置于流场中,高速流下会弯曲变形,而且不能用于多相体系(碰到液滴或固体颗粒会立刻损坏)。
LDA 的工作原理是双光束干涉:条纹间距 δf = λ / 2sinθ,多普勒频率 fD 直接正比于粒子速度 U,关系式 U = fD · δf 是线性的,无需标定,对温度不敏感——这正是 LDA 优于热线风速仪的关键。
层析成像:看见”看不见”的地方
书里还专门介绍了层析成像(Tomography)技术——这是目前工业搅拌领域里少数能在不透明容器内做三维分布测量的手段之一。
各种层析成像信号载体的权衡如下:光学、X 射线和 γ 射线分辨率高但穿透力有限;超声波能穿过金属管壁但速度限制较严(约 0.5 m/s 以下);正电子发射层析(PET)分辨率极高但采集时间长达 30 分钟,只适合准稳态测量。
电阻层析成像(ERT)?电阻层析成像(ERT,Electrical Resistance Tomography)16 个电极均匀分布在釜壁内壁,逐对施加交流电流并测量电压,从数百组电阻测量值重建出釜内截面的电导率分布图——电导率高的区域对应高浓度示踪剂(或高含气率、高固含率)。空间分辨率约釜径的 1/20,时间分辨率 10~100 帧/秒,足以捕捉瞬态过程。最大优势:可用于不透明的工业级金属釜,无需改造釜体。局限:釜中心和底部附近分辨率下降;无法区分电阻相近的不同物质。则是综合成本最低、工业放大研究里应用最广的选项——16 个电极围绕釜壁排成一圈,逐对测量电阻,重建出浓度场截面图。空间分辨率约为釜径的 1/20,时间分辨率可达 10~100 帧/秒,足以捕捉瞬态混合过程。ERT 的局限是在釜中心和釜底附近分辨率明显下降,且无法分辨电阻相近的不同物质。但对于示踪剂分布、气含率、固含率这类应用,已经相当实用。
写在最后
第四章的方法论核心可以用一句话概括:实验测量技术没有”万能的”,每一种都有其适用边界,而失败往往来自边界之外的使用。 无论是趴在釜底盯着颗粒的视觉观测、插在湍流里的电导率探针,还是价格不菲的 LDA 系统,成功的测量都需要两件事:理解你的工具在什么条件下会失灵,以及在下探针之前先搞清楚流场。
第三章告诉我们混沌流场里有 KAM 孤岛会让采样失去代表性;第四章则把这个警告落实成了一套具体的操作规程。两章合起来,构成了一个完整的逻辑闭环:你首先需要理解混合,才能设计出真正能测量”混合好坏”的实验。
本文主要内容整理自:Handbook of Industrial Mixing: Science and Practice(Edward L. Paul, Victor A. Atiemo-Obeng, Suzanne M. Kresta 编著,Wiley, 2004)第四章 “Experimental Methods”,作者 David A. R. Brown, Pip N. Jones, John C. Middleton(Part A)及 George Papadopoulos, Engin B. Arik(Part B)。